低压加氢反应器焊接结构优化
封头,筒体,隔板,1设备简介,2材料,3工艺过程,1内筒体对接焊接,2原结构组装工艺过程,3优化后组装工艺过程,4热处理,5结束语
杨美昆( 西安核设备有限公司,西安 710021)
1 设备简介
公司制造某6×104t/a 1.4 丁炔二醇项目复合材料设备低压加氢反应器,属系统关键设备,加工数量为6 台。设备是Ⅲ类压力带夹套容器,内筒体内径φ2 800 mm,壁厚(32 + 4)mm;夹套筒体内径φ2 972 mm,壁厚10 mm,主体总长度6 810 mm。设备主要由内筒体、夹套筒体、人孔、支座等部件组成。内筒体主要由上、下椭圆封头、筒体、搅拌器入口、人孔等件组成;夹套筒体主要由夹套封头、隔板、夹套筒体、接管法兰等零部件组成,结构如图1所示、技术参数见表1。工作介质为易燃易爆、高度危害性质。设备主要作用是通过入口处机械搅拌和气流搅拌装置,使液相单向反应过程和进行气液固等多相反应过程的设备,常应用于煤化工、石油化工、石油冶炼工业等领域[1]。设备外表面用厚度50 mm 的泡沫玻璃进行保温。设备在制造过程中由于技术条件要求高和焊接结构限制,造成组装外筒体隔板、夹套筒体困难,根据设备工况要求和结构特点以及以往类似设备加工的制造经验,对焊接结构、外筒体成型进行工艺性优化改进:采用局部内坡口焊透的形式代替原有的双面角焊缝联结;将原留有合拢缝的外筒体调整单件整体成型套入装配的方法,降低了制造加工难度,保证设备加工质量,提高了加工质量和效率,解决了制造进度的难题。
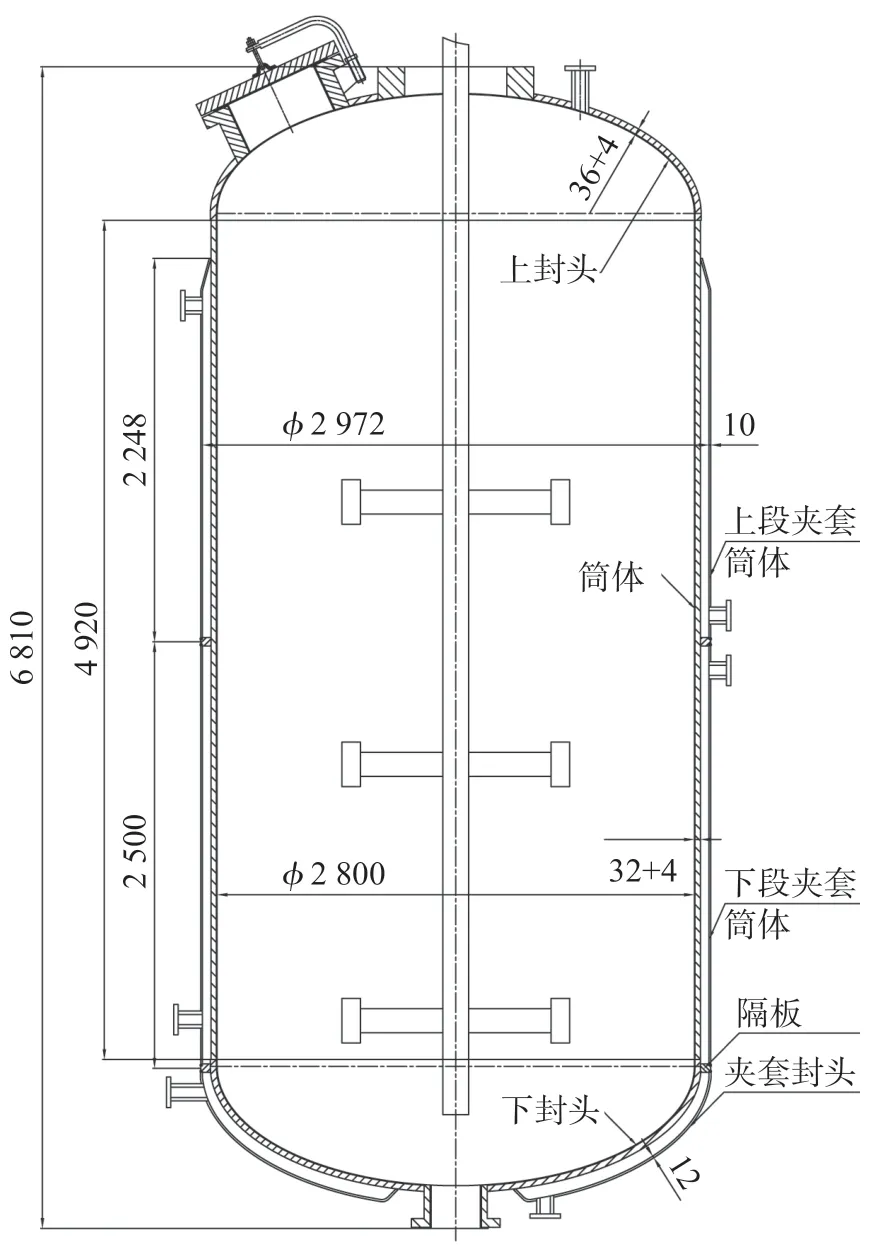
图1 低压加氢反应器结构Fig.1 Structure of low pressure hydrogenation reactor
2 材料
LP 加氢反应器采用板-锻结构 ......
您现在查看是摘要页,全文长 7041 字符。